


Large-Scale Bulk Manufacturing Facility
Challenge from the Client
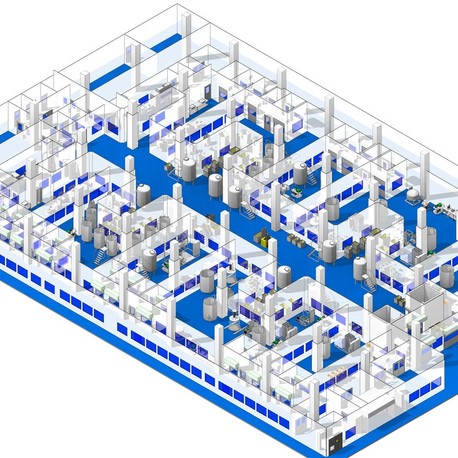
The goal of the project was to construct a new greenfield facility for the manufacturing of bulk biologics utilizing Monoclonal Antibodies with single-use technology. The scale of the project is one of the biggest in the world not just in size, but in the volume of product it is able to produce. Three production suites were designed with two dedicated to perfusion (continuous) manufacturing and one dedicated to fed batch production. Other project requirements included a high density warehouse, Buffer preparation and hold areas, a full QC lab and administrative building, and a central utilities building.
Our Approach & Solution
The project timeline was extremely aggressive. Utilizing BIM technology we were able to communicate and coordinate our ideas and concepts for the building clearly and quickly. Teams from the US, Ireland, England, Shanghai and India all worked together on a very complex REVIT model.
The Results
Less than a year from the project kick off meeting with nothing on paper, the first building steel columns were being erected. The Knowledge, Skill and Passion of all of our IPS project team across the globe went into making one of the world’s largest manufacturing sites a reality.
Related Molecules

Gene Therapy Facility
Read MoreOur client needed an efficient design for their gene biologics plant within an existing building with limited space for air handlers and mechanical equipment.

Single-Use Mammalian Cell Culture Facility - Vial to Vial
Read MoreOur challenge was to design a biologics manufacturing launch facility within an existing shell & office building.

Fast-Track Project Delivery Model
Read MoreA vaccine manufacturer and distributor needed IPS’ expertise to meet an aggressive timeline for expansion of their production facility.

Detailed Process Piping
Read MoreSupporting a client’s dynamic business requirements to produce a near-fabrication-level model to reduce schedule time.

Water For Injection (WFI) Generation System Design for a Global CMO Biotechnology Facility for the Manufacture of mAb/Recombinant Protein
Read MoreBiotech CMO client needed an n+1 redundant system to handle increased WFI demand, while reducing operating costs.

Commercial Manufacturing of Autologous Muscle Derived Cell (AMDC) products
Read MoreApplying industry-leading knowledge and expertise to support CGMP-compliant manufacturing process scale-up.
Clinical Phage Production - Design/Build/Qualify
Read MoreA start-up biotech company needed to generate phase 1 and phase 2 clinical material for a phage-based therapy on an aggressive timeline and tight budget.
Largest Single-use Based mAb Facility in the World
Read MoreOur CMO client wanted to do something radically different by creating a multiproduct, multiscale mAb facility that could flex upstream capacity in 2000L intervals.

Antibody Drug Conjugation Commercial Manufacturing
Read MoreApplied first class design tools and industry specific experiences to develop a greenfield site for commercial ADC manufacturing.
Mammalian Cell Culture to COVID-19 Vaccine Adjuvant in 3 weeks
Read MoreSoon after the COVID-19 outbreak, our client's direction shifted quickly from a mammalian cell culture facility to a COVID-19 vaccine adjuvant production facility.

Delivering a New Building with Two Project Teams
Read MoreProvided a client and building tenant with construction management services for the interior fit-out of a new 50,000sf pharmaceutical testing facility while a separate vendor constructs the core & shell for the landlord.

Annex 1 - The Brave New World of Aseptic Regulatory Compliance
Read MoreAfter six years in review, the final emergence of Annex 1 in August 2022 has either been a consolidation of accepted practice and wisdom, or a rude awakening for many!
